|
|
|||||||||||||||||||||||||||
l'auteur
|
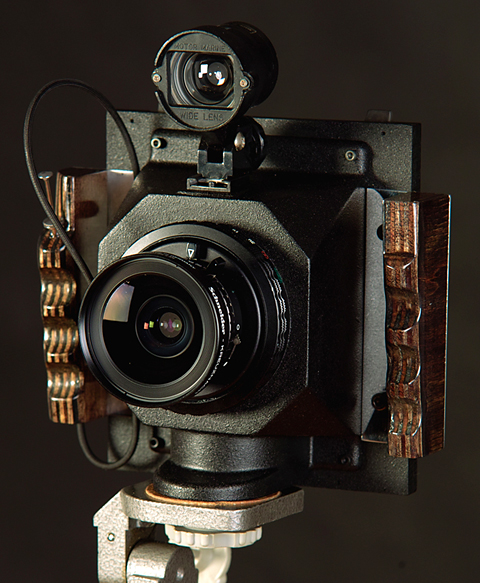
Réalisation d’une chambre légère 4X5par Renald Ozeel
Suite à la
réalisation de mon sténopé 4x5, L'idée est de partir d'un châssis identique à celui du sténopé, sur lequel nous adapterions un ancien système de support de châssis comportant un dépoli, récupéré sur une vieille chambre.
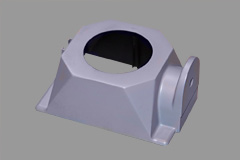
Restait à trouver comment fixer l'objectif tout en respectant la distance focale de 90mm. L'idée d'une "boîte" rapportée pour y fixer la rampe hélicoïdale et l'objectif, certes fonctionnelle, ne me plaisait guère car je la trouvais inesthétique. Tant qu'à faire, autant réaliser quelque chose d'élégant tout en restant fonctionnel. L'idée de la pyramide tronquée est donc retenue : plus dure à réaliser, mais pas impossible. Pendant nos calculs mon regard se pose sur un ancien Polaroid miniportrait model 40 qui prend la poussière sur une de nos étagères.
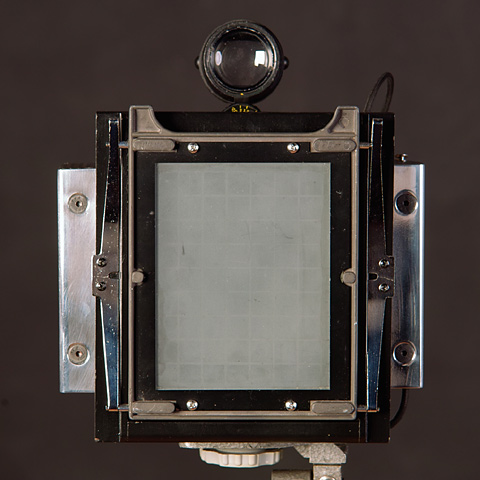
Comme vous pouvez le constater, celui-ci comporte un superbe cône en alliage de fonte d'aluminium. La chambre va donc partir de cet élément de récupération. Le châssis en profilé 30x30 est donc abandonné, car le cumul des épaisseurs aurait été incompatible avec la focale de 90mm. Le cône mesure déjà 90mm et si nous ajoutons la distance du support de châssis jusqu'au plan film, il nous faut ajouter 10mm, plus l'épaisseur de la bague hélicoïdale. Moins simple qu'il n'y paraît, sans grosse modification du cône. Fort heureusement, nous pouvons déduire de la base du cône 5mm, puis 20mm sur son extrémité. S'il avait fallu plus, l'idée d'une planchette rentrante est évoquée.
La bague hélicoïdale reçue (achetée sur ebay), on peut déterminer la cote exacte que le cône doit présenter. La partie avant du cône est tronçonnée à la bonne cote, laissant place à un trou béant qu’il faut reboucher à l’aide d’une plaque d’aluminium découpée au profil de ce cône tronqué. J’ai utilisé un TIG1 pour faire les cordons de soudure. Cette même plaque est percée ou plutôt usinée avec une fraise de 74mm, diamètre de la fixation de la rampe hélicoïdale . L’excédent des cordons de soudure sont meulés, les diverses aspérités rebouchées avec du mastic à base de poudre d’aluminium, qui une fois sec, s’usine comme le métal. Le tout est ensuite apprêté. Un contrôle particulier est porté sur le parallélisme entre la face supportant la rampe hélicoïdale et le dépoli.
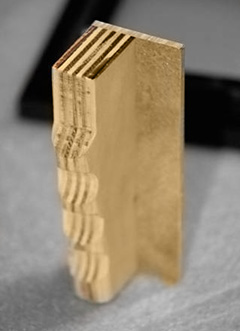
L’assemblage du châssis et du corps en alu est assuré par 4 vis M3 à tête BTR2 apparente. Reste à créer la préhension de la chambre. Des poignées en bois taillées dans du contreplaqué marine de 25mm d’épaisseur semblent constituer la solution la plus simple et la plus économique ; de plus la vue des différentes couches de bois et assez graphique et rend l’ensemble moderne.
Une fois tous les éléments fonctionnels en place, reste la phase finition. Concernant les poignées, je les teinte avec une teinte ébène, puis les vernis avec un vernis automobile. Les parties en aluminium sont poncées à l’eau avec un grain de 800, puis polies à la polisseuse. Le cône en fonte d’aluminium, après avoir été apprêté, reçoit une peinture noire granitée. La dernière phase, une fois le tout assemblé, est de caler plus finement l’objectif sur l’infini à l’aide de cales d’épaisseur en forme de rondelles de clinquants, fine feuilles d’acier disponibles dans les épaisseurs que l’on désire.
Ma prochaine réalisation sera du même type en format 8x10 !
Rénald OZEEL
Notes 1
TIG : Le soudage TIG est un procédé de soudage à l'arc avec une
électrode non fusible. TIG est un acronyme de Tungsten Inert Gas
où Tungsten (Tungstène)
désigne l'électrode
et Inert Gas (Gaz inerte) désignent le type de gaz plasmagène
utilisé. L'arc se crée entre l'électrode réfractaire (- du
générateur) et la pièce (+ du générateur) sous un flux gazeux. De
façon générale, il s'agit d'un gaz ou d'un mélange de gaz rares. 2 BTR : type
de vis caractérisant l'aspect de la tête de vis, de même que l'on
peut trouver des têtes fraisées, hexagonales, etc....
|
||||||||||||||||||||||||||
|
dernière modification de cet article : 2009
|
|||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||








 vis
BTR
vis
BTR